
Features
Why Choose Us?
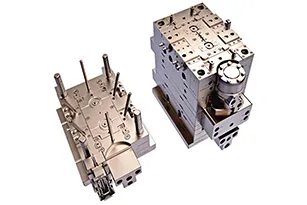
our workshop
We have our own mold workshop , product development with lower mold cost. According to the customer's product needs, we will suggest the better solution.
our strength
We have rich experience in liquid silicone products molding, with high precision mold processing will ensure delivered quickly. Customers who choose us can get more professional advise and assistance.
Solid silicone products and liquid silicone products
Compared with solid silicone products, liquid silicone products are more environmentally friendly and suitable for overmolding. The appearance of the product is more transparent, and the parting line is thinner.
Featured Products
Collection about Us
.jpg?imageView2/1/w/500/h/500/format/webp)

.jpg?imageView2/1/w/500/h/500/format/webp)
.jpg?imageView2/1/w/500/h/500/format/webp)
User Reviews
What users say about Us
Frequently Asked Question
Do you have any question?
Silicone optical lens material have Dow corning MS1002 / Momentive 7180 and some local optical material.
The silicone optical lens can resistance up to 250°.
Silicone optical mold surface should be up to SPI A2/A1/A0
Our updates and blog posts
Some Thoughts On The Injection Mold Of Automobile Interior And Exterior Decoration
Proportion of automotive injection molds on interior and exterior Behind the rapid development of the automotive industry is the development of the automotive mold industry. Especially in recent years, the development of the world automotive mold industry is changing with each passing day, and the demand for molds for automobiles is also growing. In a new car, about 500 pairs of automotive injection molds are needed. In the developed countries of the automotive industry, the market share of automotive products has exceeded 60%, and this trend continues to rise. It can be said that the injection mold has the largest proportion in the automobile mold, and the importance is self-evident. Advanced technology for automotive interior and exterior molding molds There is no essential difference between automotive injection molds and other injection molds, but they also have many of their own characteristics. Since the added value of automotive injection molds is generally high, many advanced technologies (such as sequential valve hot runner control technology, internal split profile technology, low pressure injection molding technology, etc.) are preferred to be developed and applied in automotive injection molds. 1. Sequence valve hot runner control technology (SVG technology) The sequential valve hot runner control technology (SVG technology) is a new type of controlled hot runner technology. It is processed in sequence by the cylinder control to solve the problem of appearance defects of the traditional multi-point synchronous feed products. It can effectively avoid the defects such as weld lines and air pockets in the interior and exterior parts of the car, reduce the flow length, reduce the molding pressure, and play a huge role in the interior and exterior parts of the car with strict appearance requirements. 2. Low-pressure double-layer injection mold technology The so-called low-pressure double-layer injection mold, also referred to as low-pressure injection mold, is a new type of injection mold technology. The traditional parts that are manually coated and vacuum-adsorbed by the male mold are directly injected into the mold. The main principle of the low-pressure injection mold is: the plastic injection pressure is lower on the cloth. When the mold is opened, the cloth should be hung on the front mold hanging needle, then the mold is clamped, injection molded, and finally taken. The products produced by this technology have a special soft fabric on the surface, which is greatly improved in decoration, hand feeling and aesthetics. Therefore, low-pressure injection mold technology is widely used in medium and high-end cars, generally used in automotive map bag skeletons, automotive ABC columns and other parts. The main principle of the low-pressure injection mold is that the injection pressure is lower on the cloth. When the mold is opened, the cloth should be hung on the front mold hanging needle, mold clamping, injection molding, and then take the parts. 3. Automotive bumper internal parting injection mold technology In automotive injection molds, for automotive bumper products, advanced internal parting technology is often used in mold design. The advantage is that the parting clip line is hidden on the non-appearing surface of the bumper, and the appearance of the clip line is not seen after assembly on the car, and the appearance of the product is not affected. However, this technology is more complicated and structurally difficult than the external type bumper, and the technical risk is also high. The mold cost and mold price are also higher than the external type bumper, but because of the beautiful appearance, in the middle and high-end cars. It is widely used.

What Must Be Known About Injection Molds, Find Out!
The injection molds consists of two parts: a movable mold and a fixed mold. The movable mold is mounted on the moving template of the injection molding machine, and the fixed mold is mounted on the fixed template of the injection molding machine. In the injection molding, the movable mold and the fixed mold close constitute a casting system and a cavity, and when the mold is opened, the movable mold and the fixed mold are separated to take out the plastic product. Although the structure of the mold may vary depending on the type and performance of the plastic, the shape and structure of the plastic product, and the type of the injection machine, the basic structure is uniform. The mold is mainly composed of a gating system, a temperature control system, a molded part and a structural part. The gating system and the molded part are in direct contact with the plastic and vary with the plastic and the product. It is the most complicated and most varied part of the mold, and requires the highest degree of smoothness and precision. The gating system refers to the part of the flow path before the plastic enters the cavity from the nozzle, including the main channel, the cold material hole, the shunt channel and the gate. Molded parts refer to various parts that make up the shape of the product, including moving molds, fixed molds and cavities, cores, forming rods, and exhaust ports. First, the pouring system The gating system, also known as the runner system, is a set of feed channels that direct the plastic melt from the injector nozzle to the cavity, typically consisting of a main flow path, a split runner, a gate, and a cold feed pocket. It is directly related to the molding quality and production efficiency of plastic products. 1.Mainstream road It is a passage in the mold that connects the nozzle of the injection machine to the splitter or cavity. The top of the main flow path is concave to engage the nozzle. The inlet diameter of the main flow channel should be slightly larger than the nozzle diameter (O.8mm) to avoid flashing and prevent the two from being blocked due to inaccurate connection. The diameter of the inlet depends on the size of the product, which is generally 4-8mm. The diameter of the main flow path should be enlarged inward by an angle of 3° to 5° in order to demold the flow path. 2. Cold pocket It is a cavity at the end of the main flow path to capture the cold material generated between the two injections at the end of the nozzle to prevent clogging of the runner or gate. If the cold material is mixed into the cavity, internal stress is easily generated in the manufactured product. The cold pocket has a diameter of about 8-10 mm and a depth of 6 mm. In order to facilitate demolding, the bottom is often carried by the stripper. The top of the stripper rod should be designed as a zigzag hook or a recessed groove so that the main channel can be smoothly pulled out during demolding. 3. Shunt runner It is the channel connecting the main channel and each cavity in the multi-slot die. In order for the melt to fill the cavities at a constant velocity, the arrangement of the runners on the mold should be symmetric and equidistant. The shape and size of the cross-section of the runner have an effect on the flow of the plastic melt, the release of the product, and the ease of mold manufacture. If the flow is of equal amount, the flow path resistance with a circular cross section is the smallest. However, due to the small specific surface of the cylindrical flow passage, it is unfavorable for the cooling of the shunt passage, and the shunt must be opened on the two mold halves, which is laborious and easy to align. Therefore, a trapezoidal or semi-circular cross-section runner is often used and is placed on one half of the mold with the stripper. The runner surface must be polished to reduce flow resistance to provide faster mold filling speed. The size of the runner is determined by the variety of plastics, the size and thickness of the product. For most thermoplastics, the cross-sectional section width is no more than 8m, and the extra large can reach 10-12m, and the extra small is 2-3m. Under the premise of meeting the needs, the cross-sectional area should be minimized to avoid increasing the shunting and prolonging the cooling time. 4. Gate It is the channel that connects the main channel (or shunt) to the cavity. The cross-sectional area of the channel can be equal to the main channel (or shunt), but it is usually reduced. So it is the smallest part of the cross-sectional area of the entire runner system. The shape and size of the gate have a great influence on the quality of the product. The role of the gate is: Control the flow rate. In the injection, the melt can be prevented from flowing back due to the early condensation of the molten material stored in this part. The passing melt is subjected to strong shearing to raise the temperature, thereby lowering the apparent viscosity to improve the fluidity and facilitating the separation of the product from the runner system. The design of the shape, size and position of the gate depends on the nature of the plastic, the size and structure of the product. Generally, the cross-sectional shape of the gate is rectangular or circular, and the cross-sectional area should be small and the length should be short, which is not only based on the above effects, but also because It is easier to make a small gate larger, and it is difficult to reduce a large gate. The location of the gate should generally be chosen where the product is thickest and does not affect the appearance. The gate size should be designed to take into account the nature of the plastic melt. The cavity is the space in which the plastic product is molded in the mold. Second, the temperature control system In order to meet the mold temperature requirements of the injection process, a temperature adjustment system is required to adjust the temperature of the mold. For injection molds for thermoplastics, the cooling system is primarily designed to cool the mold. The common method of mold cooling is to open a cooling water channel in the mold, and use the circulating cooling water to take away the heat of the mold; in addition to using the cooling water channel hot water or steam, the heating of the mold can also install electricity inside and around the mold. Heating element. Third, molded parts The molded part consists of a core and a die. The core forms the inner surface of the article and the die forms the outer surface shape of the article. After clamping, the core and cavity form the cavity of the mold. According to the process and manufacturing requirements, sometimes the core and the die are made up of several pieces, sometimes made into a whole, and only the inserts are used in the parts that are easily damaged and difficult to process. Exhaust port It is a slot-shaped air outlet opened in the mold to discharge the original and the gas brought in by the melt. When the molten material is injected into the cavity, the air originally stored in the cavity and the gas brought in by the melt must be discharged to the outside of the die through the exhaust port at the end of the flow, otherwise the product will have pores and poor connection. The filling is not full, and even the accumulated air burns the product due to the high temperature generated by compression. In general, the vent hole can be located at the end of the flow of the melt in the cavity or on the parting surface of the mold. The latter is a shallow groove having a depth of 0.03-0.2 mm and a width of 1.5-6 mm on one side of the die. During the injection, the vent hole does not have a lot of melt oozing out, because the melt will cool and solidify there to block the passage. Do not point the opening of the exhaust port to the operator to prevent the fuse from accidentally squirting and injuring people. In addition, the matching gap between the ejector rod and the ejector hole, the matching gap between the top block and the stripping plate and the core may be utilized to exhaust. Fourth, structural parts It refers to the various parts that make up the mold structure, including: guiding, demoulding, core pulling and various parts of the parting. Such as front and rear splint, front and rear buckle template, bearing plate, pressure column, guide column, stripping plate, stripping rod and return rod. 1.Guide part In order to ensure accurate alignment of the moving and fixed molds during mold clamping, guide members must be provided in the mold. In the injection mold, four sets of guide columns and guide sleeves are usually used to form the guide, and sometimes the inner and outer tapered surfaces are respectively arranged on the movable mold and the fixed mold to assist the positioning. 2. Launching agency In the mold opening process, an ejection mechanism is required to push or pull the plastic product and its aggregate in the flow path. A fixing plate and a push plate are introduced to hold the push rod. A reset lever is generally fixed in the push rod, and the reset lever resets the push plate when the mold is fixed and fixed. 3. Side core pulling mechanism Some plastic products with undercuts or side holes must be laterally typed before being pushed out, and the side cores can be smoothly released after being pulled out. In this case, a side core pulling mechanism is required in the mold. 4. Standard formwork In order to reduce the heavy mold design and manufacturing workload, most of the injection molds use standard mold bases.

Injection Mold Principle And Structure Knowledge
The injection mold consists of two parts: a movable mold and a fixed mold. The movable mold is mounted on the moving template of the injection molding machine, and the fixed mold is mounted on the fixed template of the injection molding machine. In the injection molding, the movable mold and the fixed mold close constitute a casting system and a cavity, and when the mold is opened, the movable mold and the fixed mold are separated to take out the plastic product. Although the structure of the mold may vary depending on the type and performance of the plastic, the shape and structure of the plastic product, and the type of the injection machine, the basic structure is uniform. The mold is mainly composed of a gating system, a temperature control system, a molded part and a structural part. The gating system and the molded part are in direct contact with the plastic and vary with the plastic and the product. It is the most complicated and most varied part of the mold, and requires the highest degree of smoothness and precision. The gating system refers to the part of the flow path before the plastic enters the cavity from the nozzle, including the main channel, the cold material hole, the shunt channel and the gate. Molded parts refer to various parts that make up the shape of the product, including moving molds, fixed molds and cavities, cores, forming rods, and exhaust ports.